定型机、涂层机专业生成厂家无锡前洲兴华机械2021年8月20日讯 针对传统涤/棉针织物染色生产流程长、用水量大、能耗高等问题,本文采用新型耐电解质碱性分散染料与特殊活性基活性染料,开发分散/活性染料同浴染色工艺,其布面效果良好,色光稳定, 具有良好的匹差、缸差;水洗牢度达到3-4级,干摩擦牢度4-5级,湿摩擦牢度3级以上;此外该工艺具有显著的节水、节时及降低污染物排放的效果,与传统工艺相比,可节水30%、节时41.7%,碱用量降低85%。
涤、棉针织物有机结合了棉纤维亲肤柔软与涤纶纤维挺括、保型性好的特点,同时成本较全棉织物大幅降低,故广泛应用于针织服装面料的制作。
但其染色过程较为复杂,传统的涤、棉针织物染色多采用两浴两步法,即先前处理去除棉纤维上的各类杂质及涤纶纺纱油剂,之后再染涤纶、还原洗, 然后套染棉、皂洗,生产品质较稳定,但存在生产流程长、用水量大、能耗高等问题,针对此问题, 很多专家学者和印染企业进行了深入研究,开发出多种短流程染整工艺,归纳如下:先染涤,然后精练,再套染棉、皂洗,可以省去还原洗过程;将前处理与染涤同浴进行,之后单独套棉、皂洗,减少了前处理过程;采用高牢度分散染料与活性染料进行一浴两步法染色,也可以省去涤纶还原洗过程;采用耐电解质分散染料或分散染料微胶囊与中性活性染料进行一浴一步法染色,工艺时间大大缩短。
上述工艺各具特点,还需根据印染企业的设备及订单情况进行优化。在一般印染订单中,深黑色数量最大,染助剂消耗也最多,稍不注意还会存在牢度问题,因此针对此类订单,我司重点开发了涤/ 棉混纺织物分散,活性染料一浴一步法染色工艺,其具体过程如下。
1、材料及仪器
①材料:涤、棉台车布背刷(涤/棉比为19.3/80.7,其中面纱为棉30s,比例48.2%;底纱为棉、涤80/20 混纺纱16S,比例为40.7%;连接丝为涤纶50D/36F,比例为11.1%),面料克质量230 g/m2。
②染化料:分散黑EVWhite Black TC-AF、活性红EVWhite Carbuncle TC-B、活性黑EVWhite Black TC-BN、稳定剂EVWhite SL、艾可洁DRA-N、SEN精练乳化剂、R还原皂洗剂、元明粉、冰醋酸(工业级)。
③仪器:1200kg高温高压气流染色机(三技精密机械有限公司)、耐洗色牢度试验机SW-24AII(温州大荣纺织仪器有限公司)、摩擦色牢度试验仪M238BB(上海鼎徽仪器仪表设备有限公司)、Datacolor SF-600型测色仪。
2、染色工艺
2.1.染色及皂洗配方
SEN精练乳化剂 1g/L
分散黑EVWhite Black TC-AF 0.6%
活性红EVWhite Carbuncle TC-B 0.45%
活性黑EVWhite Black TC-BN 3.2%
元明粉 120 g/L
稳定剂EVWhite SL 3 g/L
温度 132℃
时间 40 min
浴比 1:3.3
染浴pH 9.0~9.5
染色结束后,进行两次热水洗,之后酸中和,再分别采用艾可洁DRA-N、R还原皂洗剂对染色织物进行还原皂洗,其处方如下:
艾可洁DRA-N或R还原皂洗剂 4 g/L
温度 95℃
时间 20 min
浴比 1:3.3
2.2.染色工艺曲线
设定染色工艺曲线如图1所示。
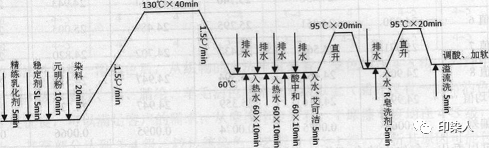
图1 分散/活性染料(黑色)一浴染色工艺曲线
3.测试方法
3.1 K/S值测试
在D65光源、l0o视场条件下,采用Datacolor SF-600型测色仪测试染色织物的K/S值。
3.2匀染性
匀染性由K/S值的平均值的标准偏差进行评价。标准偏差公式如式(1)所示。

其中,n为K/S值测试次数,i=1~8。
3.3耐水洗色牢度
按照AATCC 61-2013《家庭和商业洗涤色牢度测试方法》测试织物的耐水洗色牢度。
3.4耐摩擦色牢度
按照GB/T 3920-2008《纺织品色牢度试验耐摩擦色牢度》测试。
1、布面情况及染色均匀性
按照上述工艺染色连续投染六缸布,每缸布1200 kg左右,成品后对每缸布的布面情况进行了仔细检验,结果布面状况良好,未发现明显的色渍、色花、阴阳色等染色异常,表示采用分散/活性染料一浴法染黑色在染色工艺上完全可行。
成品检验时从上述六缸布中每缸布任取八块布,按照1.3.1测试织物表观深度,即K/S值,然后按照1.3.2计算公式计算其标准偏差,结果如表1所示。


由表1可以看出,每缸布染色织物的K/S值相对稳定,标准偏差低于1%,说明同缸织物之间批差很小;K/S平均值从24.616到25.359之间变化,表观深度变化率低于3%,低于人眼可识别范围,表明染色的缸差很好。故采用本工艺对涤棉进行一浴一步染色后,分散染料、活性染料分别上染涤纶和棉纤维的状况良好,且能基本达到同等深度。
2、颜色稳定性
为考察该新工艺染色的稳定性,在染色配方调准后,上述六缸布染色过程中均未追加,一次性出缸,直至成品,从每缸成品布中各取一块,以客户核可样为标准样,采用测色仪测试电脑读数, 结果如表2所示。


由表2可知,采用分散/活性染料一浴法染黑色工艺,各缸织物之间的深浅、色光相对稳定,深浅DL*在0-0.24之间变化,色光则均较标准样偏绿、偏蓝,因此整体缸差较小。这表明新工艺在染整过程中工艺包容性较大,且相对稳定,不会由于各缸布染色或整理过程中偶尔的工艺参数差异导致大的色差。
3、牢度
按照上述1.3.3、1.3.4测试方法测试每缸布的水洗牢度、干,湿摩擦牢度,结果如表3所示。


采用分散、活性染料一浴染色后,从织物的水洗牢度来看,变色均在4-5级,六纤中尼龙、涤纶沾色基本上是3-4级,醋纤、棉、腈纶、羊毛沾色基本在4级以上(醋纤仅有一缸布沾色为3-4级), 表明其水洗牢度优良,可以满足客户的需求;从摩擦牢度来看,干摩擦牢度均在4~5级,湿摩擦牢度也在3级以上,甚至部分达到3-4级,较传统染色工艺提升0.5~1级。
分析其原因可能包括以下两方面:
4、节能减排
本工艺采用分散、活性染料同浴染色后,染色工艺时间与传统工艺相比大大缩短,如上述图1所示,同时染色过程中碱用量大幅降低,统计分散/活性染料同浴染色工艺与传统染色工艺相比节能减排数据如表4所示。
表4 节能减排数据表

从表4可以看出,采用新工艺后,染色用水减少3缸,节约30%;从生产用时方面来看,减少了棉染色时间以及染涤后的还原洗、酸洗中和等过程,故染色时间较传统工艺下降41.7%,同时减少了烧碱、保险粉等助剂的使用,不仅可以降低对于棉纤维的损伤,而且减少化学物质的排放;固色过程中采用有机复合碱,碱用量低,缓冲能力强,相较于纯碱用量可以减少85%,同时有机复合碱生态环保性强,有利于生物降解。
从染色产品的成品布面、颜色稳定性及各项牢度来看,采用分散/活性染料同浴染色工艺,布面效果良好,缸差、批差稳定,牢度满足客户需求,同时具有节水、节时、降低污染物排放的效果,唯一 不足的是该工艺目前还仅限于黑色、藏青等深色系列,对于中、浅色系列还有待于进一步开发研究。
 |
联系我们 Contact Us
如果您对我公司产品有任何疑问,请致电 |
 |
客户服务 Customer Service
免费服务温馨体贴:免费提供设计方案、免费提供安装指导。 |
 欢迎扫描关注微信公众号 |

