定型机、涂层机专业生成厂家无锡前洲兴华机械2021年12月8日讯 笔者介绍了针织用纱对原料的特殊要求,并利用扫描电镜分析了针织面料染色疵点微观表面形貌及其形成原因。针织面料染色疵点主要为纤维染色疵点,其次为纺纱染色疵点,笔者从纤维生产和纺纱生产角度提出了控制针织面料染色疵点的方法和措施。
作者:李世君, 吴旭华, 时 文,谢 宏
我国是世界纺织品的生产大国,针织品在纺织品中占据重要份额。针织纱具有较高的产品附加值,对原料的价格承受能力强,在造成针织物降等的问题中, 按出现频率及危害性由大到小依次为:异性纤维疵点、棉结杂质、10 万米纱疵,周期性条干变异。
从纤维性能方面考虑,对针织纱影响最大的因素是疵点含量、 纤维染色性能及纤维品质的均匀稳定性。控制纤维中疵点含量,减少纺纱过程中的纱疵,是针织纱生产的难点。本文将从针织面料染色疵点分析入手,探讨疵点的形成原因及控制方法。
1 纤维染色疵点形貌及其形成原因分析
纱线染色疵点的产生原因有两个方面:其一是纤维染色疵点(有害疵点),其二为纺纱过程中工艺控制不当而新增的染色疵点。控制纤维染色疵点是针织专用料生产的难点。而纤维染色疵点的形成与原丝品质、弱丝、毛丝、后拉伸存在的断丝和未拉伸丝有密切的关系。
纤维疵点主要是指纤维中含有的硬块、僵丝、并丝、注头丝、未牵伸丝及其他异状纤 维,大部分较大的疵点质量数倍于正常纤维。在清棉工序由于离心力较大很容易与正常纤维分离,而部分较小的疵点,通过梳棉工序盖板花清除。因此不会对成纱质量造成大的影响,但有少部分形态较小质 量与正常纤维接近的小疵点,按纤维行业现行疵点检验方法无法检出,在纺纱过程中清除困难。在染整工序中,由于此类小疵点超分子结构与正常纤维存在差异,纤维的结晶度和取向度较低,纤维分子排列不整齐,染料分子容易进入无定型区,导致其吸色性高于正常纤维,在纱或布匹染色后以深色疵点的形式显现出来,从而给下游用户造成较大的损失且难以弥补。了解纤维染色疵点形貌及其产生原因,有利于涤纶短纤生产工艺的优化,控制纤维有害疵点含量。
1. 1 针织面料深色疵点形貌
收集针织物面料中的深色疵点,扫描电镜照片如图1、图2


由图1、图2可知,面料、针织纱深色疵点处的纱线明显比正常纱线蓬松而杂乱,含有较多的粗纤维,以“粗结丝”“豆芽丝”等形状为主。
1. 2 纤维机捡疵点和针织物染色疵点的区别
收集涤纶纤维机捡疵点,扫描电镜照片如图3、 图4。


由图3、图4可见,机捡疵点有纤维的粘连和并丝,其和纺丝中的冷却成型不匀相关。但针织面料中的疵点以“粗结丝”“豆芽丝”等形状为主,粘连和并丝很少,这是因为物检疵点质量较大,在纺纱清棉工序,开松过程中由于离心力的作用,容易和纤维分离而除去,少量较小的并丝,在梳棉工序通过盖板花清除。由此可见,纤维生产中的机捡疵点不同于针织面料中出现的染色疵点。
1. 3 纤维染色疵点的形成原因
为了剖析纤维染色疵点的形成原因,将纤维染色疵点在投影仪下观察,疵点主要有以下几种:
(1) 单根粗纤维;
(2)几根纤维中部分未能牵伸或牵伸不足部分形成粘连疵点;
(3)形貌类似于织物坯布中的“粗结丝” “豆芽丝”样疵点。图5为纤维染色疵点投影照片(透明的为同时染色的正常纤维)。

图5所示,纤维染色疵点直径是正常丝直径的数倍。这种未经拉伸或拉伸不完全的纤维疵点、取向、结晶很低,染料分子很容易进入疵点纤维内部而得色深。由于纤维染色疵点质量较轻,在清棉工序难以去除,梳棉时不易梳理成单纤维状态,易和其他纤维缠结在一起,盖板花难以清除干净,络筒工序电清不能完全清除,织物经染色后,以深色疵点显现在织物表面。
2 纤维染色疵点控制方法和措施
通过电镜对纤维染色疵点外观形态的大量分析和现场试验,可以判定染色疵点的形成是原丝纤维中少量的弱丝经过后牵伸主要是第一道牵伸时断裂而产生,将疵点产生原因的主要工序锁定在前纺,即原丝纤维中少量的弱丝经过后牵伸主要是第一道牵伸时断裂产生。
工艺调整的方向是聚酯熔体质量稳定优化,提高原丝的均匀性,严格隔离“头尾丝”;提高纤维的牵伸性能,降低后纺第一道牵伸倍率以减少纤维的断裂来降低染色疵点。
2. 1 聚酯熔体质量优化
熔体原料和质量的稳定是针织专用料染色均匀性的控制关键。严格控制工艺波动,避免不同批次之间的色差。适当提高熔体控制粘度值,尽量控制粘度波动;适当提高熔体中端羧基含量,对熔体输送和纺丝加工过程中的降解反应有抑制作用,同时能改善PET分子质量分布,提升原丝品质、提高原丝的后加工性能,有助于提高纺丝的稳定性;保持二甘醇含量的稳定,二甘醇波动较大时将对纤维的色泽和染色性能有较大的影响。
2. 2 提高原丝的均匀性
采用有效措施消除位与位之间的差异,提高原丝的均匀性,减少弱丝在牵伸过程中的断裂,以降低纤维的染色疵点含量。同时排查组件、环吹状况,将其调整到良好状态,严格控制并丝、浆块等疵点,确保产品质量均匀稳定。
2. 3 后纺工艺的优化
调整后纺牵伸倍率及第一牵倍和第二牵倍的配比,采取高纺速、低倍率的加工工艺,减少拉伸中的 断丝。通过现场工艺试验,初步得到以下几点结论:
(1)高黏度,高纺速,低倍率拉伸生产工艺是减少断丝、弱丝,降低染色疵点的优良工艺;
(2) 环吹条件是影响原丝性能的关键因素,且新环吹DVC要求小于1.2;
(3)前纺定期作业周期及优劣对原丝品质影响很大,原丝的品质是影响染色疵点的关键;
(4)拉伸点是后纺的重要控制点。
生产工艺进行优化调整后,机检疵点含量、手捡疵点含量均显著降低,较好地满足了下游针织用户的需求。表1为工艺优化前后仪化涤纶针织专用料主要质量指标。

3 纺纱过程中染色疵点的控制方法和措施
针织物的线圈为三维空间曲线,纱线上的粗细节和条干不匀比机织用纱更容易显露,所以对纱线的外观质量要求高于机织纱。针织用纱对条干、重量不匀率、棉结和长短粗细节、毛羽的控制更严格。针织纱若条干CV值偏大,布面容易形成云斑;纱疵多、毛羽值偏大,布面会出现横档色差。针织用纱一般比原纱细 20% 时就有阴影出现,比原纱细35% 以上时就有明显细节,比原纱 细65% ~ 75% 左右时就有明显的“ 一刀切” 现象出现,细节多表现在针织布面上为“云斑”。严重的长粗、长细疵点还会产生横档疵布。纺纱过程中控制涤纶及其混纺针织纱染色疵点,提高纺纱品质主要有以下方法和措施:
(1) 涤纶纤维要提前松包,最好能平衡72h (至少24 h),让纤维充分吸湿平衡,有利于减少纤维损伤。
(2) 开清棉工序遵循精细抓取,渐近开松,打手速度不宜过高,抓棉机要做到“少抓、勤抓、抓细、抓 全”,确保纤维混合均匀,棉卷均匀度好。
(3) 梳棉工序宜采用较小的棉网张力牵伸,适当的梳理隔距、速度,以及刺辊、锡林速比,选择新型金属针布,保持针布锋利,控制纤维的短绒率,既要 充分梳理,有效转移,又要避免纤维损伤。
(4) 并条工序宜采用顺牵伸工艺,选择适当的加压、隔距和牵伸分配,保持握持力与牵伸力相适应,提高牵伸效率和纤维的伸直平行度,改善棉条结构,提高条干水平。
(5) 粗纱工序定量适当偏轻掌握,以减小细纱机总牵伸倍数;后区牵伸倍数偏小掌握,后区罗拉隔距偏大掌握,在保证加压量适当的前提下,主牵伸区罗拉隔距适当偏小掌握,可以改善粗纱条干均匀度。
(6) 细纱纱架部分要控制退绕阻力,使粗纱上下退绕受力均匀,横动装置工作正常,采用纺化纤专件,选择合理的后区牵伸和捻度,有利于提高成纱品质。
(7) 避免纺纱过程中工艺控制不当而新增的染色疵点。
① 加强原料、成品管理,防止混批,错支导致的色差。
② 清棉、梳棉工序由于隔距配置不当,纤维在开松、梳理过程中转移不好受挤压而形成疵点。图6为纤维在纺纱过程中挤压形成的疵点,挤压疵点染色 后,由于纤维致密,染料不易进入纤维内部得色较浅。

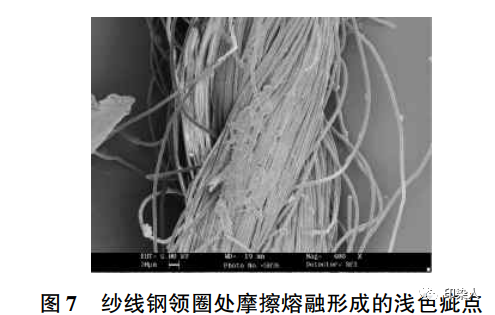
③ 细纱、捻线工序由于钢领、钢丝圈选配不当或使用周期过长,由于细纱、捻线纺速较高,钢丝圈线速度较大,钢领和钢丝圈瞬间会产生高温,少量纤 维点会熔融,其熔点和结晶度较正常纤维高,导致染色困难,得色较正常纤维浅,特别是染敏感色更容易形成明显的染色疵点。如图7所示,在细纱工序 或捻线工序,钢丝圈高速运转,钢领、钢丝圈配合不好,瞬间产生高温,致使纤维熔融,熔点升高,染色后表现为浅色疵点。
④ 控制纱线捻度差异,减少色差风险。捻度级差主要是细纱、捻线工序锭速差异导致。当捻度差异大于4.5% ,色差风险增加。表2为纱线捻度差异导致的咖啡色针织物染色色差。由于纱线的色泽与纤维对光线的反射有关,而纤维对光线的反射又因纱线捻回角的不同而产生差异。

⑤ 提高络筒机电子清纱器的清除效率。配置合理的张力,降低车速,减少纱线和络筒部件的摩擦与碰撞,有利于改善成纱品质,减少筒纱毛羽。各运行通道光洁,杜绝意外牵伸的发生,减少成纱毛羽和毛羽差异。生产中发现当纱线毛羽值相差 0.8以上时,针织汗布染敏感色出现色差横档的风险增加。图8、图9为毛羽差异大时,藏青色汗布出现色差横档。


(8) 严格控制各工序温湿度的变化。纤维从清花到并粗生产过程中应处于吸湿过程,从并粗到细纱时处于弱放湿过程,减少车间温湿度的波动,夏季温度在32 ℃以下,冬季控制在23 ℃以上,相对湿度一般为55% ~ 65%。这样对防止须条边纤维的紊乱和稳定纱线的捻回,降低静电、减少毛羽,提高可纺性有较好的效果。
4 结束语
针织面料染色疵点的控制一直是困扰业界的难题。针织面料染色疵点主要为纤维染色疵点,其次为纺纱染色疵点。前者由于其质量轻,结晶度较正常纤维低,在纺织后加工中不易清除,染整后会以深色疵点显现在针织面料上;后者则以横档、云斑、浅色疵点存在于面料上。由于针织面料染色疵点会导致成品降等而造成较大的经济损失。因此,分析与控制针织面料染色疵点,降低色差风险具有显著的经济效益。
参考文献:
 |
联系我们 Contact Us
如果您对我公司产品有任何疑问,请致电 |
 |
客户服务 Customer Service
免费服务温馨体贴:免费提供设计方案、免费提供安装指导。 |
 欢迎扫描关注微信公众号 |

