1 前处理
兴华涂层机2017年12月12日讯 在织造时为了减少摩擦和增加经向强力,PTT织物必须经过上浆上油处理,常见的浆料有丙烯酸酯类和聚乙烯醇,油类主要有矿物油、酯化油、蜡质、非离子表面活性剂。
为了方便后续的染色,织物必须经过前处理,PTT纤维的前处理可以分为三种:平幅退浆、绳状退浆、冷堆退浆。
绳状退浆主要用溢流染色机或喷射染色机来做,绳状退浆的优点在于处理时经向不受张力,手感蓬松。
平幅退浆主要用长车精炼机或卷染机来做,它的优点在于它退浆时纬向收缩均匀,不易起收缩印,但手感较板。
冷堆工艺的优点在于能耗低,退浆除油均匀,不易擦伤,手感软,缺点是流程长。
1.1 绳状退浆(溢流染色机)
处方:
退浆剂DM-1320: 1-2g/L;
除油剂DMA-112: 1 g/L;
浴中柔软剂DXB-626: 1-2 g/L;
NaOH: 2-5 g/L,
注:NaOH用量可以根据客户手感和克重需求提升用量加大碱减量。
注意事项:
a.缸内处理时必须要正面包缝,以两码为一个缝头(缝合时不能全部缝合上,第一是防止兜水,第二是要保持布身所包的气体能够及时排除而防止布漂浮在水上与上缸顶摩擦),防止布与缸壁产生摩擦而擦伤。
b.浴中柔软剂要适量,某些染厂认为加多会降低织物的擦伤,但加多会导致纤维滑移而点披。
c.若经向或纬向有氨纶丝,则应将升温速率降为0.8-1℃/min,因为PTT为热缩性纤维,若升温速率大,易产生收缩皱印,这种皱印在后续预定型时是难以拉开的。
d.注意缸量,注意喷嘴压力和喷嘴大小,200克以下800-1000米/缸左右,转速200-250米/分钟。
e.水洗要充分,以防止水洗不匀而产生碱斑和色花。
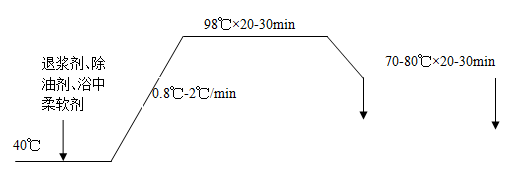
1.2 平幅退浆(精练机)
预湿槽1(30-40℃)→精练槽2(70-80℃,退浆剂DM-1320:2-4 g/L,除油剂DMA-112:1-2 g/L,螯合分散剂DM-8108:1-2 g/L,NaOH:5-10g/L)→精练槽3(90-98℃,退浆剂DM-1320:2-4 g/L,除油剂DMA-112:1-2 g/L,螯合分散剂DM-8108:1-2 g/L,NaOH:8-10g/L)→水洗槽4(70-80℃)→水洗槽5(50-60℃)→水洗槽6(冷水)
注意事项:
a.控制好整车张力,防止擦伤与极光印。
b.控制好车速,不要太快,以防止精练不透。
c. 助剂用高位槽化好料,用泵抽入精练槽中,而不用压力差来使助剂自然流入,以防止液面高度差产生压力不一而流速不均。
1.3 平幅退浆(卷染机)
干布进缸,进水,走一道使布张力均匀,加退浆剂DM-1320:1-2 g/L,除油剂DMA-112:1 g/L,螯合分散剂DM-8108:1 g/L,NaOH:2-5g/L。
40℃×1道,60℃×1道,80℃×1道,98℃×5-7道。排液,80℃×1道水洗,排液,80℃×1道水洗,排液,冷水×1道水洗,排液。
注意事项:
a.控制好张力,不要大于2公斤张力,否则容易使布与扩幅杆的摩擦力增大造成擦伤。
b.布速控制在80米/分钟,太快容易造成精练不透,因为PTT织物结构较密,厚度较大,速度快容易导致带液不匀。
c.不要斜线升温(边走边升),要走完一道后再升,否则两头受热不一导致收缩一,导致宽窄门幅。
d.卷染缸不要选择直接加热式,要选间接加热式(有热交换装置的),因为直接加热的在加热时会有较大的蒸汽直接将张力较小的布冲皱而使布边产生折皱印。
1.4 冷堆退浆
配制冷堆工作液:退浆剂DM-1320:2-3 g/L,除油剂DMA-112:1 g/L,渗透剂DM-1260:0.5 g/L,NaOH:10-15g/L。
冷堆,堆置24-48小时,进卷染机或水洗机水洗。
注意事项:
a.渗透剂要耐碱型的。
b.冷堆时间要到位,浅颜色的堆置时间相对延长。
c.后续水洗非常重要,因为冷堆时有较高浓度的液碱,充分渗透到纤维内部,不充分水洗的话,易导致后续染色色花和碱斑渍,其水洗程度要强于比普通退浆过程的水洗。
2 染色
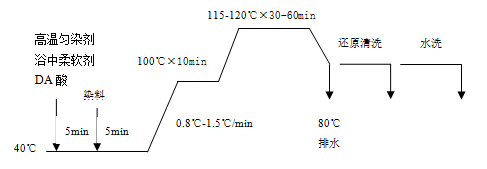
PTT 纤维的玻璃化温度为55℃,比PET纤维(81℃)低26℃左右, 其染色性能优于PET 纤维,故其起染温度不要太高。PTT纤维的较高染色温度在115℃左右,特深色在120℃,具体工艺详见如下:
处方:
低温型分散染料 X%
高温匀染剂DM-2115 0.3-0.5g/L
浴中柔软剂DXB-626 1-2 g/L
染色酸DA调节pH 4.5-5.5
酸性还原清洗剂DM-1559 1.5 g/L
注意事项:
a.控制好喷嘴大小与压力,防止擦伤。
b.始染温度不要太高,以不高于40度为准。
c.升温降温速率不要太大,因为PTT属于热缩性纤维,对它而言,是热缩冷缩,这两个速率控制不好,容易出现碎玻璃绉,另外升温快容易导致色花。
d.染色温度不要高于120度,否则容易破坏纤维的弹性。
e.尽量做到少加色,少产生病疵,因为每复修一次就会增大擦伤的几率。
f.中深色还原清洗时,温度降至80度,染色水排一半,加0.5g/L冰醋酸,80度处理30分钟,与传统工艺比较,达到节能降耗的目的。
h.染后不要堆放太长时间,要脱水开幅定型防风干印。
3 后整理
后整理可以根据客户需求做出多种复合多功能整理,像防紫外,抗菌防臭,防水透气,抗静电等,定型温度在130-150℃×30-40秒,温度太高容易破坏纤维的弹性,使手感发硬。
4 PTT纤维的市场前景
PTT纤维是较新实现工业化开发并取得重大成功的改性聚酯产品,由于它具备现有常用化学纤维的优点与一体的特殊性,加上适应于规模化工业生产的优越条件,将成为具有多种应用领域的一种大类纤维,发展前途广阔。
由于PTT 纤维的优越性能,我国于近几年也开始了PTT 纤维的研究和生产应用。据中国化纤协会统计,目前国内PTT 长丝需求量为10 万吨/年,而生产能力仅1.5万吨/年,大部分依靠进口。另外要提高PTT的附加值,如纤维差别化包括十字形、三叶形、五叶形、中空等,及功能化包括抗紫外、抗静电和抗菌防臭等处理,以推动PTT市场发展。
 |
联系我们 Contact Us
如果您对我公司产品有任何疑问,请致电 |
 |
客户服务 Customer Service
免费服务温馨体贴:免费提供设计方案、免费提供安装指导。 |
 欢迎扫描关注微信公众号 |
